
Maskiner för kontinuerlig beklädnad




Princip
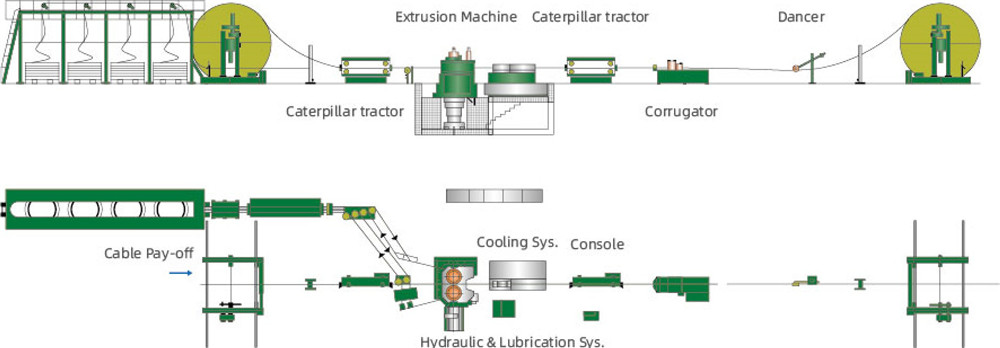
Principen för kontinuerlig beklädnad/mantling liknar den för kontinuerlig extrudering. Med hjälp av tangentiellt verktygsarrangemang driver extruderingshjulet två stänger in i beklädnaden/mantelkammaren. Under den höga temperaturen och trycket når materialet antingen villkoret för metallurgisk bindning och bildar ett skyddande metallskikt för att direkt bekläda metalltrådskärnan som kommer in i kammaren (beklädnad), eller extruderas genom utrymmet mellan dorn och kavitetsform för att bildas en metallmantel utan att komma i kontakt med trådkärnan (mantel). Dubbelhjulsbeklädnad/mantling använder två extruderingshjul för att tillhandahålla fyra stänger för att bekläda/manta en trådkärna med stor diameter.
| Modell | SLB 350 | SLB400 | SSLB500 (dubbla hjul) |
| Beklädnad | |||
| huvudmotoreffekt (kw) | 200 | 400 | - |
| foderstång dia. (mm) | 2*9,5 | 2*12 | - |
| kärntråd dia. (mm) | 3-7 | 3-7 | - |
| linjehastighet (m/min) | 180 | 180 | - |
| Mantling | |||
| huvudmotoreffekt (kw) | 160 | 250 | 600 |
| foderstång dia. (mm) | 2*9,5 | 2*9,5/2*12 | 4*15 |
| kärntråd dia. (mm) | 4-28 | 8-46 | 50-160 |
| manteltjocklek (mm) | 0,6-3 | 0,6-3 | 2-4 |
| slida yttre dia. (mm) | 6-30 | 20-50 | 60-180 |
| linjehastighet (m/min) | 60 | 60 | 12 |

Relaterade produkter
-

Maskiner för kontinuerlig extrudering
Fördelar 1, plastisk deformation av matningsstaven under friktionskraften och hög temperatur som eliminerar de interna defekterna i själva staven helt för att säkerställa slutprodukterna med utmärkt produktprestanda och hög dimensionell noggrannhet. 2, varken förvärmning eller glödgning, produkter av god kvalitet som erhållits genom extruderingsprocessen med lägre strömförbrukning. 3, med...