
Maskiner för kontinuerlig extrudering



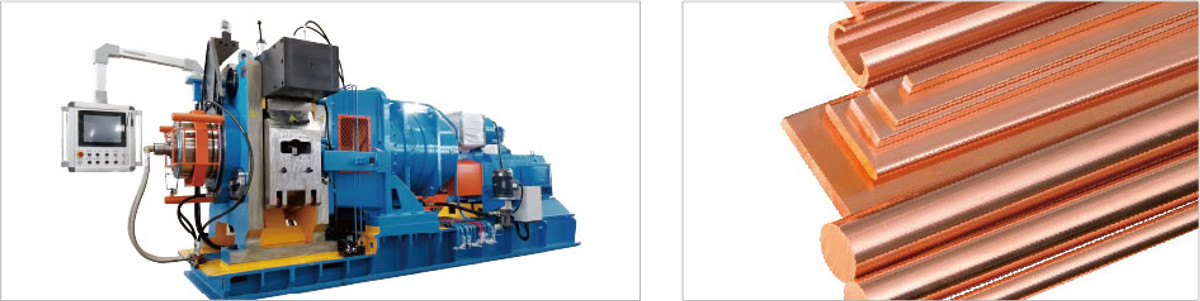



Fördelar
1, plastisk deformation av matningsstaven under friktionskraften och hög temperatur som eliminerar de interna defekterna i själva staven helt för att säkerställa slutprodukterna med utmärkt produktprestanda och hög dimensionell noggrannhet.
2, varken förvärmning eller glödgning, produkter av god kvalitet som erhållits genom extruderingsprocessen med lägre strömförbrukning.
3, med en stångmatning i en storlek, kan maskinen producera ett brett utbud av produkter genom att använda olika formar.
4, hela linjen är lätt och snabb manövrerad utan något tungt arbete eller föroreningar under extrudering.
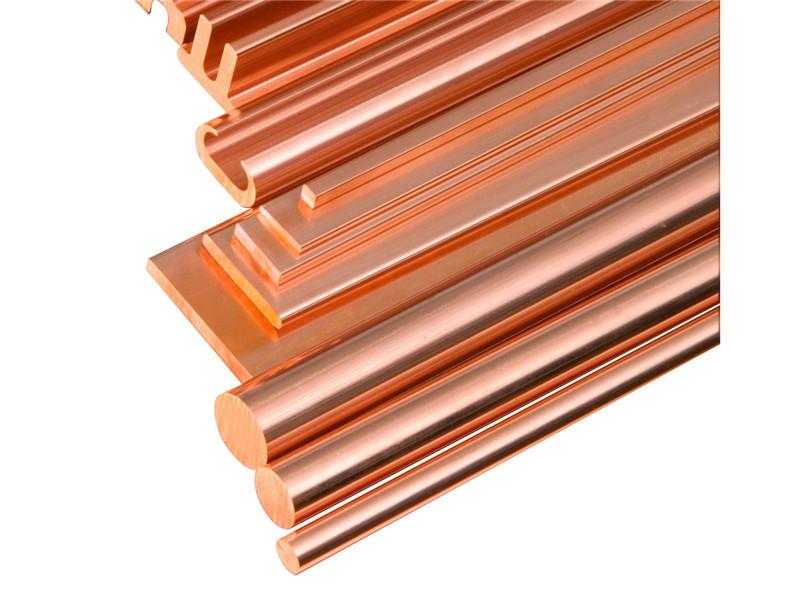
Kopparstavsmatning
1.Att göra platta kopparledningar, liten kopparskena och rund tråd
| Modell | TLJ 300 | TLJ 300H |
| Huvudmotoreffekt (kw) | 90 | 110 |
| Foderspö dia. (mm) | 12.5 | 12.5 |
| Max. produktens bredd (mm) | 40 | 30 |
| Platt tråd tvärsnitt | 5-200 | 5-150 |
| Output (kg/h) | 480 | 800 |
Produktionslinje layout

Pay-off Förbehandling Extrusion Machine Cooling Sys. Upptagningsmaskin för dansare
2.Att göra kopparskena, kopparrund och kopparprofil
| Modell | TLJ 350 | TLJ 350H | TLJ 400 | TLJ 400H | TLJ 500 | TLJ 630 |
| huvudmotoreffekt (kw) | 160 | 200 | 250 | 315 | 355 | 600 |
| foderstång dia. (mm) | 16 | 16 | 20 | 20 | 25 | 30 |
| max. produktens bredd (mm) | 100 | 100 | 170 | 170 | 260 | 320 |
| produkt stång dia.(mm) | 4,5-50 | 4,5-50 | 8-90 | 8-90 | 12-100 | 12-120 |
| produktens tvärsnittsarea (mm2) | 15-1000 | 15-1000 | 75-2000 | 75-2000 | 300-3200 | 600-6400 |
| output (kg/h) | 780 | 950 | 1200 | 1500 | 1800 | 2800 |
Produktionslinje layout

Pay-off Matare & plattång Extrusion Machine Cooling Sys. Längd Counter Product Bänk Upptagningsmaskin
3. För att göra kopparskena, kopparlist
| Modell | TLJ 500U | TLJ 600U |
| huvudmotoreffekt (kw) | 355 | 600 |
| foderstång dia. (mm) | 20 | 30 |
| max. produktens bredd (mm) | 250 | 420 |
| max. förhållandet bredd till tjocklek | 76 | 35 |
| produkttjocklek (mm) | 3-5 | 14-18 |
| output (kg/h) | 1000 | 3500 |
Produktionslinje layout

Kopparlegeringsstavmatning
Ansöker om kommutatorledare, mässingsämne, fosforkopparstav, blyramsremsa, järnvägskontakttråd etc.
| TLJ 350 | TLJ 400 | TLJ 500 | TLJ 630 | |
| material | 1459/62/63/65 mässing cu/Ag (AgsO.08%) | fosforkoppar (Pso.5%) cu/Ag (AgsO.3%) | magnesiumkoppar (MgsO,5%)järnkoppar (Feso.l% | magnesiumkoppar(MgsO,7%)/Cucrzr |
| foderstång dia. (mm) | 12/12.5 | 20 | 20 | 25 |
| max. produktens bredd (mm) | 30 | 150 (silver kopparremsa) | 100(bly ramlist :) | 320 |
| produkt stång dia.(mm) | fosforkopparboll: 10-40 | magnesium kopparstång: 20-40 | magnesium kopparstång: 20-40 | |
| output (kg/h) | 380 | 800-1000 | 1000-1200 | 1250/850 |
Produktionslinje layout
Pay-off Matare & plattång Extrusion Machine Cooling Sys. Längd Counter Take-up Machine
Aluminiumstavmatning
Gäller för platt tråd, samlingsskena och profilerade ledare, runda rör, MPE och PFC-rör
| Modell | LLJ 300 | LLJ 300H | LLJ 350 | LLJ 400 |
| huvudmotoreffekt (kw) | 110 | 110 | 160 | 250 |
| foderstång dia. (mm) | 9.5 | 9.5 | 2*9,5/15 | 2*12/15 |
| max. bredd på platt trådprodukt (mm) | 30 | 30 | 170 | |
| platt tråd produkt tvärsnittsarea (mm2) | 5-200 | 5-200 | 25-300 | 75-2000 |
| runt rör dia. (mm) | 5-20 | 5-20 | 7-50 | |
| platt rörbredd (mm) | - | ≤40 | ≤70 | |
| platt tråd/rörutgång (kg/h) | 160/160 | 280/240 | 260/260 | (600/900)/- |
Produktionslinje layout

Pay-off plattång Ultraljudsrengöring Cooling Sys Dancer Take-up Machine
Bild 217282
Relaterade produkter
-

Maskiner för kontinuerlig beklädnad
Princip Principen för kontinuerlig beklädnad/mantling liknar den för kontinuerlig extrudering. Med hjälp av tangentiellt verktygsarrangemang driver extruderingshjulet två stänger in i beklädnaden/mantelkammaren. Under den höga temperaturen och trycket når materialet antingen villkoret för metallurgisk bindning och bildar ett skyddande metallskikt för att direkt bekläda metalltrådskärnan som kommer in i kammaren (beklädnad), eller extruderas till...